Делал только на один раз, так, что вид - «как из под топора», это нормально. Длина основания 35 см (но 50 см будет лучше), ширина 12 см (а вот этот параметр будет, в большинстве случаев, вполне достаточен), толщина 1,5 см. Размер стоек: ширина 4 см, высота 10 см, крепятся к основанию двумя шурупами (диаметр 4-5 мм и длина не менее 40 мм) каждая. Сверху на стойках овальная канавка для вала (глубиной в половину диаметра) и полукруглый в одной половинке фиксатор вала, он же прижим. В какой-то степени можно регулировать натяжение наматываемого провода, а также в любой момент приостановить намотку – всё останется на месте (провод не ослабнет – витки не слетят). Очень полезная возможность – проверено. Затем нужно из проволоки диаметром 6мм сделать воротки. Размеры, как говориться, «по вкусу» (предлагаю длину гибов 170 х 60 х 30 мм). На валу нужна резьба М6 для возможности фиксации катушки на валу при помощи гаек, если без резьбы, то нужны стопоры (их лучше припаять к пластинам зажимающим катушку), после установки они фиксируются на валу винтами.

По размеру окна наматываемой катушки, для удержания её центра строго на оси вращения вала, нужны два квадрата (да хоть из толстого картона) с отверстиями 6мм по середине, а также втулка (например пластмассовая), в качестве распорки между ними, её длина равна длине наматываемой катушки.

В сборе это будет выглядеть так:

А готовый намоточный станок вот так:

Уверен, при повторении всё получиться лучше, ведь я «пилил» конструкцию «с нуля» и, позволю себе повториться, только на одно использование. А оно видишь, как обернулось – прижилось. Намотка вторички, на катушку трансформатора, занимает теперь не дни и часы, а можно сказать минуты. Всё получается с первого раза. Это всего лишь только приспособление и работают по прежнему руки его владельца (одна крутит, другая направляет), но это уже совсем другая работа и она даже может нравиться. С пожеланием успеха, Babay .
Обсудить статью ПРОСТОЙ НАМОТОЧНЫЙ СТАНОК
Намотать катушку, трансформатор, смотать нитки с клубка, всё это можно сделать без особого труда, если у вас в домашнем арсенале имеется намоточный станок.
Сделать намоточный станок можно из любых подручных средств. Важно только руководствоваться наиболее адекватными для вашей задачи инженерными решениями. Сначала вам необходимо продумать массогабаритные размеры, и подобрать всё необходимое.
Хочу обратить ваше внимание на не хитрое конструктивное решение, которое возможно поможет вам легко, просто и качественно спроектировать и реализовать многофункциональный намоточный станок.
Вам понадобится: платформа, на которой вся конструкция буде расположена, двигатель, – который будет приводить в движение ваш станок, колеса соединённые между собой резиновым пассиком (рисунок №1) подшипники, оси, крепёж и прочий материал который предусмотрен вашей конструкцией.
 Рисунок №1 – Колеса соединённые пассиком
Рисунок №1 – Колеса соединённые пассиком
Колёса соединённые пазиком вам необходимы для того что бы в случае заклинивания не вышел из строя ваш станок или не порвался материал который вы наматываете. Также ременная передача образованная резиновым пассиком обеспечивает вам надлежащую скорость намотки не зависимо от оборотистости вашего двигателя. И если вы их расположите на одной оси несколько штук разного диаметра, то сможете без труда регулировать скорость намотки (рисунок №2) просто перебрасывая пассик на другую ложбинку. Хотя грамотнее просто регулировать скорость вращения двигателя – но это не всегда возможно.
 Рисунок №2 – Несколько колес на оси для регулировки скорости наматывания
Рисунок №2 – Несколько колес на оси для регулировки скорости наматывания
Конструктивно колёса можно изготовить, как показано на рисунке №3 и ещё рекомендую сделать не хитрый пирамида подобный зажим для удобства закрепления катушки в станок.
 Рисунок №3 – Пример конструкции колёс и зажима
Рисунок №3 – Пример конструкции колёс и зажима
После того как вы изготовили колёса вам необходимо их закрепить как показано на рисунке №4,5.
 Рисунок №4 –Пример конструкции
Рисунок №4 –Пример конструкции
 Рисунок №5 –Пример конструкции
Рисунок №5 –Пример конструкции
Для того что бы закреплять катушки разного диаметра в ваш станок я рекомендую один держатель крепко закрепить к платформе а второй соединить с ней подвижным соединением (его вам необходимо продумать самим в зависимости от предполагаемой конструкции) рисунок №6.
 Рисунок №6 – Эскиз конструкции станка в сборке.
Рисунок №6 – Эскиз конструкции станка в сборке.
Я гарантирую, что такое конструктивное решение может и не удовлетворит все ваши потребности в намотке, но львиную долю этого процесса, вам упростит.
P.S.: Я постарался наглядно показать и описать не хитрые советы. Надеюсь, что хоть что-то вам пригодятся. Но это далеко не всё что возможно выдумать, так что дерзайте, и штудируйте сайт
Для всех радиолюбителей, либо энтузиастов увлекающихся звуковоспроизводящей аппаратурой, намоточный станок является крайне востребованным оборудованием. Такие устройства используются для намотки однослойных и многослойных катушек цилиндрического типа для трансформаторов.
В данной статье мы изучим устройство и принцип работы намоточного станка, а также рассмотрим пошаговую инструкцию, следуя которой вы сможете сделать такое оборудование своими руками.
1 Конструкция и принцип работы
Намоточный станок незаменим при производстве однотипных изделий. Существует два вида таких агрегатов — автоматические и ручные, при этом последние в промышленной сфере практически не распространены из-за ограниченной функциональности.
Однако габаритные размеры, большой вес и стоимость автоматических намотчиков делают их неприменимыми в быту, поэтому для дома лучше обзавестись ручным станком. Стандартная конструкция такого устройства состоит из следующих элементов:
- несущий каркас из двух вертикальных стоек из металла либо дерева, между которыми зафиксированы горизонтальные оси (на центральной стойке — для пластин с колесиком, на внешней — для самой катушки);
- большая и малая шестерни, передающие на катушку крутящий момент;
- ручка, зафиксированная на большой шестерни, посредством которой вращается ось с катушкой;
- крепежные элементы — винты и гайки.
![]()
Принцип действия такого устройства предельно прост — вращение ручки приводит к намотке на вращающийся каркас проволоки либо кабеля, за равномерность намотки отвечает направляющая укладчика, которая перемещает проволоку в горизонтальной плоскости.
Контроль количества витком может выполняться как визуально, так и с помощью специальных счетчиков, простейшим из которых является обычный велосипедный одометр. В более продвинутых станках в качестве счетчика используется специальный магнитно-герконовый датчик.
1.1 Магазинные станки
Среди промышленных намоточных агрегатов повсеместной популярностью пользуется станок для намотки кабеля СРН-05М3. Данная модель была запущена в эксплуатацию еще во времена СССР, и с тех пор хорошо себя зарекомендовала благодаря высокой надежности и производительности. На вторичном рынке СРН-05М3 можно найти за 15-20 тыс. рублей.

СРН-05М3 выполнен в корпусе из чугуна, вес оборудования составляет 80 кг, габариты — 877*840*142 см. Станок позволяет наматывать однослойные, двухслойные и тороидальные катушки в режиме автоматической укладки. Минимальный диаметр кабеля — 0.05 мм, максимальный — 0.5 мм. Агрегат комплектуется однофазным электромотором типа УЛ-62, мощность которого составляет 0.18 кВт. Наибольшая скорость вращения при намотке — 5100 об/мин.

Для бытовой эксплуатации лучшим выбором будет ручной станок NZ-1 (Китай). Несмотря на страну происхождения NZ-1 является достаточно надежным и функциональным оборудованием. Агрегат предназначен для наматывания катушек диаметром до 150 мм, с максимальной шириной не более 100 мм. Коэффициент передаточного отношения составляет 1:08 в быстром режиме намотки и 1:0.1 в медленном. Максимальная скорость — не более 1000 об/мин.
NZ-1 укомплектован счетчиком витков механического типа. Корпус выполнен из металла, опорная станина — из чугуна. Станок оснащен шкивом, что позволяет подключаться к нему электродвигатель через ременную передачу и работать в автоматическом режиме. Стоимость такого оборудования варьируется в пределах 4-5 тыс. рублей.
1.2 Самодельный намоточный станок (видео)
2 Делаем станок для намотки своими руками
Представленный в данном разделе статьи станок для намотки кабеля позволяет работать с катушками на квадратном, круглом и прямоугольном каркасе с диагональю до 200 мм, его можно будет комплектовать разными шкивами, что позволит менять шаг намотки в пределах 0.3-3.2 мм.

Приведенная схема демонстрирует каркас станка. Для сборки станины используются металлические листы толщиной 15 мм (для основания) и 5 мм (для боковых участков). Экономия на толщине металла не приветствуется, так как она ведет к уменьшению веса агрегата и, как следствие, ухудшению его устойчивости.
Вам потребуется вырезать заготовки станины (размеры соблюдаются) и просверлить в них два сквозных отверстия, затем боковушки привариваются к пластине основания. В нижнее отверстие нужно смонтировать 2 подшипника, в верхнее — втулки под вал вращения.

В качестве вала можно использовать пруток гладкой арматуры 12 мм, которую предварительно нужно отшлифовать и покрасить. Для втулки укладчика можно брать пруток диаметром 10 мм, по всей длине которого нарезается резьба стандарта М12*1,0.
Шкивы лучше вытачивать тройные, однако учитывайте, что их совокупная толщина не должна превышать 20 мм. При большей толщине потребуется дополнительно увеличивать длину валов на аналогичный размер. Указанная в схеме комбинация шкивов позволяет применять 54 разных шага намотки. Если вам необходимо работать с проводами диаметром менее 0.31 мм, потребуется дополнительный шкив 12/16/20 мм, с ним вы сможете наматывать провода 0.15 мм.

Для сооружения ручного привода вам потребуется крупноразмерная шестерня и рукоять, которые фиксируются посредством цангового зажима на верхнем валу. Благодаря использованию цанги вы сможете при необходимости прервать намотку фиксировать ручку, тем самым препятствуя разматыванию катушки.
Счетчик витков для намоточного станка делается из обычного калькулятора. Также вам потребуется магнит с герконовым датчиком (можно купить в любом магазине радиотехники), выводы которых необходимо присоединить к контактам калькулятора на кнопке «=».
2.1 Как работать на самодельном станке?
И так, оборудование готово, как же на нем работать? Чтобы установить каркас для намотки необходимо выдвинуть из посадочного гнезда верхний вал на длину, равную длине оправы. Далее на вал монтируется правый диск и оправка катушки, поверх которой надевается сама катушка. На следующем этапе устанавливается левый диск и навинчивается гайка, после чего все устанавливается в первоначальную позицию.

В отверстие на верхнем валу размещается гвоздик и производится центровка оправы, после которой каркас зажимается гайкой. Дальнейшие операции выполняются в следующей последовательности:
- На подающем валу размещается подходящей по диаметру шкив.
- Посредством вращения шкива укладчик перемещается в крайнее положение, к одной из сторон катушки.
- На шкив одевается пассик провода — кольцом либо восьмеркой. Конец провода необходимо продеть под средним валом, размесить в желобе укладчика и зафиксировать на каркасе. Натяжение провода регулируется посредством зажимов на укладчике.
- В начале намотки на калькуляторе набирается комбинация «1+1», после чего производится вращение ручки. С каждым полным оборотом вала калькулятор самостоятельно будет увеличивать число на экране на единицу, тем самым считая количество витков провода.
Поскольку данное оборудование имеет предельно простое устройство, в котором отсутствует какой-либо контроллер управления намоточным станком, в процессе работы вам потребуется постоянно следить за катушкой и при необходимости поправлять кабель на каркасе вручную.

Если вы хотите сделать станок более функциональным, потребуется усложнить конструкцию добавив в нее контроллер. Это позволит автоматизировать рабочий процесс, однако для полностью механической укладки в пару к контроллеру необходимо установить шаговый двигатель (подойдет обычный 24-вольтовый привод, работающий в режиме 44-60 шагов на оборот). Силовые транзисторы к данному комплекту подбираются исходя из характеристик мотора. В качестве контроллера оптимально подойдет прибор АТмега8, купить который можно за 150-200 рублей.
Очень часто при ремонте того или иного оборудования, особенно если в сборке имеется очень редкий трансформатор, возникают проблемы доступности этого элемента. Конечно же, можно заказать трансформатор у самого производителя.
Но вряд ли завод станет обслуживать одноразового клиента, да и еще с одним заказом. И для того, чтобы таких проблем не возникало, был создан станок им. Н. Филенко. Устройство довольно простое и достаточно функциональное. Согласитесь, любой мастер, да и начинающий радиолюбитель не отказался бы иметь в своей коллекции инструментов станок, который умеючи наматывает витки для трансформатора.
Особенности.
Станок позволяет мотать провода на каркасы с внутренним диаметров от 10 миллиметров, и даже на квадратные и прямоугольные каркасы размерами от 10 х 10 мм.
Макс. длина намотки составляет 180-200мм.
Макс. диаметр (т.е. диагональ квадратного каркаса) составляет 190-200мм.
Намотка может осуществляться в ручном режиме с использованием провода до 3.2мм, в режиме «полуавтоматической» намотки с использованием провода от 0.3 до 2.00 мм.
Режим полуавтоматической намотки предусматривает укладку и намотку слоя провода синхронно, с последующей ручной укладкой слоев изоляции и сменой направлений укладки проводов.
В станке, для укладки проводов разных диаметров, предусмотрен набор шкивов, которые легко менять, и которые позволяют выбрать около 27 разных шагов намотки с диапазоном от 0.31 до 1.0 мм, или же 57 шагов с диапазонами от 0.31 до 3.2 мм.
Устройство из-за своей большой массы не нуждается в креплениях к основанию.
Принцип работы станка довольно прост: вал, на котором устанавливается каркас трансформатора, соединен с валом, синхронно по которому и перемещается сам укладчик проводов. Во внутренней части втулки укладчика провода нарезана резьба. При вращении этого вала, втулка перемещается и тянет направляющее устройство для проводов.
Быстрота вращения вала зависит от размера шкивов, то есть от их диаметров, которые установлены на нижних и верхних валах, а быстрота перемещения самой втулки плюс ко всему и от шага резьбы укладчика. Вращение вала с самим каркасом можно осуществлять вручную, также можно приделать электродрель в качестве привода.
Детали и элементы.
Станина
Станина оборудования изготовлена из пары стальных листов. Основание станины выполнено из стали толщиной в 15 мм, боковины – 6 мм. Такая конструкция взята специально из соображения поверхностной устойчивости оборудования.
Перед закреплением боковины, станины укладываются вместе, и осуществляется сверление дырок одновременно на обоих боковинах. Далее, после этого станины устанавливаются на само основание и сваркой привариваются к нему.
В просверленные отверстия (кроме нижних) боковин вставляются втулки, а в остальные отверстия – подшипники. Эти элементы были взяты от 5-ти дюймового обычного дисковода. Для того чтобы подшипники и втулки не перемещались, их необходимо зафиксировать крышками.
Валы.
Верхний вал предназначен для крепления каркаса катушки. Изготовлен из прутка размером в 12 мм. (В станке абсолютно все валы подходят друг к другу по размерам их размеров, и взяты они от старых матричных принтеров, так как они произведены от закаленной стали, они хромированы и отшлифованы).
Серединный вал . На этот вал опирается устройство подачи проводов. Средний вал также изготовлен из вала с диаметром 12 мм. Здесь этот прут рекомендуется отполировать.
Втулки укладчика.
Длина втулки и длина 20 мм; внутренняя резьба должна быть такой же, как на нижнем вале, то есть М12х1,0 мм (а в оригинале составляет – М10х1,0 мм)
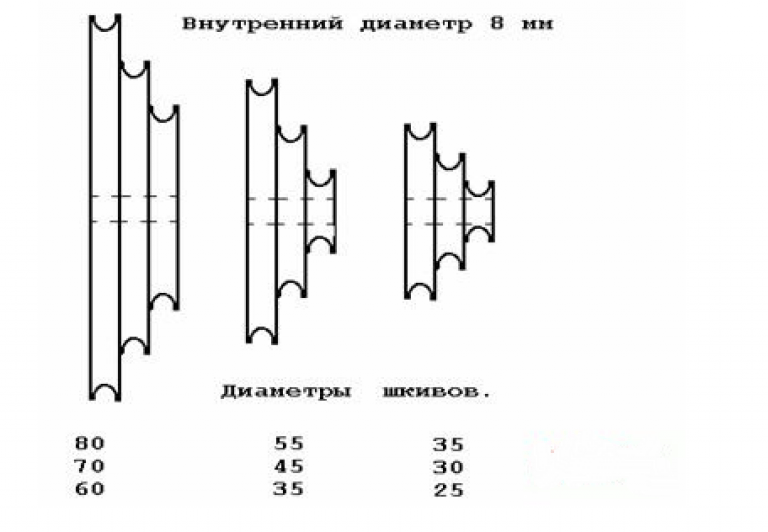
Шкивы
Шкивы станка выполнены по 3 канавкам разных диаметров в одном блоке. Диаметры были выбраны таким образом, чтобы наиболее оптимально перекрыть диапазон сечений проводов.
Комбинация шкивов дает возможность получить до 54 различных шагов намотки проводов. Канавки для пассика, в особенности их ширина, выбирается исходя из уже имеющихся пассиков, в данном варианте – 6-мм. Обратите внимание: Сумма толщины шкивов не должна быть более 20-ти мм. Если толщина больше, то необходимо будет увеличить саму длину левых хвостовиков верхнего и нижнего валов.
Табличка шагов.
В данной таблице указаны: колоны – диаметр ведомых шкивов; строки – диаметр ведущих шкивов; ячейки – шаги намотки.
Обратите внимание : Все параметры, приведенные в таблице, носят только ознакомительный характер, так как данные напрямую зависят от точности конструирования самих шкивов, диаметров пассика и шага резьбы на падающем валу. Рекомендуется, после изготовления станка уточнить показатели, осуществляя пробные намотки. Некоторая неточность при конструировании особо не окажет большого влияния на производительность, но все, же довести дело до ума советуем. Если же возникнет необходимость осуществить намотку более тонкими проводами, можно будет изготовить тройной шкив с диаметром в 12 / 16 / 20 мм. Дополнительное наличие таких шкивов позволит использовать и провода диаметров от 0,15 мм.
Укладчик проводов.
Укладчик выполнен из трех пластин, соединенные друг с другом винтами М4. Размер отверстий 20-ть мм. Отверстия в верхней части – 6 мм, выполнен для винта, регулирующий натяжения провода.
Внутренняя пластинка изготовлена из стали. В нижнюю дырочку приварите стальная втулка размером в 20-ть мм, и длиной в 20-ть мм, и с внутренней резьбой в 12х1,0. В верхнее отверстие вставьте фторопластовую втулку с диаметром в 20 мм, и внутр. диаметром – 12.5 мм. Размер самой втулки должен составлять 20 мм. После всего, пластины крепятся между собой двумя винтами, но на рисунке это не указано.
Между внешними пластинками вклеивается кожаный желобок, нужен он для того, чтобы выпрямлять и натягивать провод. Также для регулировки натяжения в верхнюю часть укладчика установлен винт, стягивающий верхние части внешних пластин. На заднюю часть станины установлен откидной кронштейн, куда крепится катушка с проводомами.
И наконец, сам привод. Здесь в качестве этого элемента использовалась обычная шестерня, к которой прикреплена рукоятка. Процесс намотки можно также автоматизировать, установив патрон обычного аккумуляторного шуруповерта.
Если же справа на налево – «восьмеркой»
Если производится намотка в режиме полуавтомата, то на калькуляторе нажмите функции «1 + 1». Этот режим позволит с каждым оборотом вала прибавлять по единичке к вышеупомянутому выражению. При отмотке проводов просто выберите выражение «1 – 1», здесь счетчик будет работать аналогичным способом, но уже с вычетом.
Во время работы внимательно следите за укладкой. Как только провод достигнет противоположной щечки трансформатора, прижмите зажим и быстро измените положение пассика.
Ну вот, в принципе, и весь секрет.
Схема самодельного датчика протечки воды
В работе радиолюбителей и электриков полезны устройства для наматывания медного провода диаметром 1,5 мм на специальную электрическую катушку. В промышленных условиях данный процесс требует скорости и точности. Домашние мастера могут воспроизвести такую технологию. Для этого понадобится самодельный намоточный станок. Для него характерны такие признаки:
- простота создания и эксплуатации;
- возможность использования разных трансформаторов;
- наличие дополнительных функций: подсчет количества проволочных мотков.
Метод работы намоточного станка
Станок для намотки – востребованное оборудование, с помощью которого наматывают трансформаторные однослойные и многослойные катушки цилиндрического типа и всевозможные дроссели. Намоточное устройство равномерно распределяет проволоку обмотки с определенным уровнем натяжения. Оно бывает ручным и автоматическим, и работает по такому принципу:
- Вращение рукоятки задает намотку проводки или кабеля на каркас катушки. Она служит основанием изделия и надевается на специальный вал.
- Проволока перемещается горизонтально благодаря направляющему элементу укладчика.
- Количество витков определяют специальные счетчики. В самодельных конструкциях эту роль может выполнять велосипедный спидометр или магнитно-герконовый датчик.
Ручной прибор для укладки провода довольно примитивный, поэтому редко применяются на производстве.
Намоточный станок на механическом приводе позволяет выполнять сложную обмотку:
- рядовую;
- тороидальную;
- перекрестную.

Он функционирует с помощью электрического двигателя, который задает движение промежуточного вала с использованием ременной передачи и трехступенчатых шкивов. Большую роль при этом играет фрикционная муфта сцепления. Благодаря ей станок работает плавно, без толчков и обрывов проволоки. Шпиндель с закрепленной оправой, на которую надета катушка, производит запуск счетчика. Намоточный станок настраивается с помощью винта под любую ширину катушечного каркаса.
Современные модели оснащены цифровым оборудованием. Они работают посредством специально заданной программы, которая хранит информацию в запоминающем устройстве. Значение длины и диаметра провода позволяет точно определить точку пересечения линий.

Механизм намоточного станка
Станок для намотки классифицируют по группам:
- рядовой;
- универсальной;
- тороидальной намотки.



Каждое изделие имеет индивидуальную конструкцию.
Намоточный станок, выполняющий рядовую укладку проволоки, состоит из таких элементов:
- Механизм намотки имеет вид сварной рамы, которая оборудована двигателем, зубчато-ременной передачей, передней и задней бабкой.
- Механизм раскладки позволяет перемещать длинномерный материал вдоль оси намотки. Это сварная конструкция, по которой двигается каретка с направляющими роликами для провода.
- Модели устройств отличаются друг от друга габаритами и функциональными возможностями.

Стандартная модель прибора для укладки провода несколькими перегибами за один оборот предполагает наличие таких элементов:

- Основной каркас, состоящий из деревянных или металлических стоек, которые занимают вертикальное положение.
- Между опорами расположены две горизонтальные оси: одна предназначена для пластин, другая – для катушки.
- Сменные шестерни, посылающие на катушку вращение.
- Рукоятка, которая вращает катушечную ось. Для ее фиксации используют цанговый зажим.
- Фиксаторы: гайки, винты.
Намотка проволоки на тороидальные сердечники осуществляется посредством специализированного оборудования кольцевого типа:
- Приспособление имеет вид челнока, работающего по принципу швейной иглы.
- Шпуля представляет собой механизм двух пересекающихся колец с вынимающимся сектором, на который устанавливают тороидальный каркас.
- Вращение шпули задает электродвигатель.

Необходимые материалы и комплектация для изготовления
Чтобы собственноручно сделать станок для намотки проволоки на круглый каркас, понадобится несколько деталей.
Станина из листового материала, скрепленного сварочным методом. Оптимальная толщина основания – 15 мм, боковых частей – 6 мм. Устойчивость конструкции обеспечивается ее тяжестью:

- Боковые части прикладывают друг к другу, одновременно просверливают в них отверстия.
- Подготовленные элементы приваривают к основанию.
- В высоко расположенные пробоины монтируют втулки, в нижние – подшипники, которые можно взять из использованного дисковода.
- Крепежные детали с внешней стороны боковин надежно фиксируют крышками.
Важные составляющие конструкции станка – валы:
- Верхний вал диаметром 12 мм держит каркас катушки. Его роль может исполнять аналогичная конструктивная деталь вышедшего из строя матричного принтера.
- На средний вал такого же диаметра опирается устройство подачи длинномерного материала. Перед вводом в эксплуатацию его желательно отполировать.
- Нижний вал является подающим элементом. Его размеры зависят от шага резьбы.

Втулка укладчика диаметром и длиной по 20 мм. Ее внутренняя резьба совпадает с резьбой нижнего вала.
Шкивы – трехступенчатые, выточенные из стали, общей толщиной не более 20 мм. В противном случае придется увеличить хвостовики верхнего и нижнего валов. Каждый блок содержит три канавки с разным диаметром, в зависимости от сечения проволоки. Их ширина определяется пассиками. Такая комбинация обеспечивает большое разнообразие шагов намотки провода.
Устройство укладчика проволоки
Укладка и намотка проволоки осуществляются за счет трех пластин, скрепленных между собой винтами диаметром 20 мм. В верхней части делают небольшое отверстие 6 мм, куда вставляют винт регулировки натяжения:
- В верхнюю и нижнюю часть внутренней пластины монтируют фторопластовую и стальную втулки диаметром и длиной по 20 мм.
- Между наружными элементами вклеивают кожаный желобок толщиной до 2-х мм, необходимый для выравнивания и натягивания проволоки катушки.
- Вверху укладчика монтируют специальный стержень с резьбой или мини-струбцину, которая скрепляет внешние пластины и регулирует натяжение. Расстояние крепления зависит от диаметра провода.
- Для удобства работы конструкцию дополнительно оснащают откидным кронштейном для катушки.

Изготовление счетчика витков
Для определения количества намотанных витков на станке необходим специальный счётчик. В самодельном станке устройство делают так:

- К верхнему валу крепят электромагнит.
- Герметизированный контакт располагают на одной из боковин.
- Выведенные контакты геркона соединяют с калькулятором в том месте, где находится кнопка «=».
- Катушку с проводом размещают отдельно – на другом валу с рычагами, которые поднимают устройство вверх и складывают его внутрь станка.
Благодаря этим элементам, оборудование становится компактным и не занимает много места.
Принцип работы на станке
Трудиться на сконструированном станке несложно. Технологический процесс требует выполнения определенных действий:
- Верхний вал подготавливают к работе: снимают шкив, задают нужную длину каркаса катушки, устанавливают правый и левый диски.
- В отверстие верхнего вала вставляют крепежное изделие, центрируют и зажимают каркас специальной гайкой.
- На подающий вал монтируют нужный шкив для первичной обмотки.
- Напротив каркаса катушки устанавливается укладчик.
- Пассик одевают на шкивы кольцом или восьмеркой, в зависимости от вида укладки.
- Металлический провод заводят под дополнительный вал, укладывают в желобок, закрепляют.
- Натяжение проволоки регулируют при помощи зажимов, расположенных вверху укладчика.
- Провод должен плотно наматываться на основу катушки.
- На калькуляторе фиксируют числовое значение «1+1».
- Каждый оборот вала прибавляет заданный счет.
- Если витки нужно отмотать назад, на вычислительном устройстве нажимают «–1».
- Когда провод достигнет противоположной части каркаса, с помощью цангового зажима меняют положение пассика.
Под разную толщину металлического провода соотносят шкив с шагом намотки.